



اسباببازیهای مخملی روشها و استانداردهای منحصر به فرد خود را در فناوری و روشهای تولید دارند. تنها با درک و پیروی دقیق از فناوری آن، میتوانیم اسباببازیهای مخملی با کیفیت بالا تولید کنیم. از منظر چارچوب بزرگ، پردازش اسباببازیهای مخملی عمدتاً به سه بخش برش، دوخت و پرداخت تقسیم میشود.
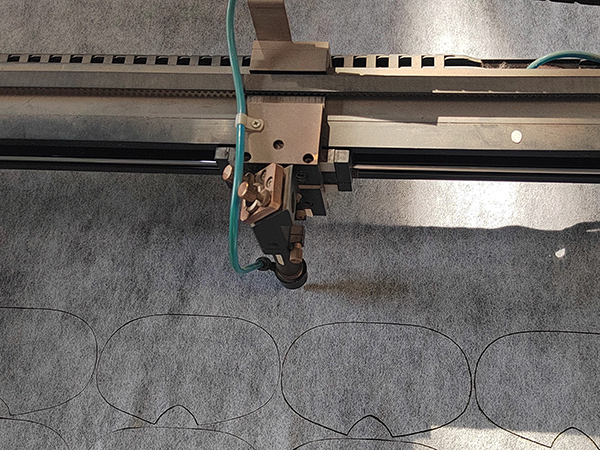
سه بخش زیر، مطالب زیر را توضیح میدهند: اول، برش. روشهای برش سنتی عمدتاً شامل برش گرم و برش سرد است. اکنون برخی از کارخانهها شروع به استفاده از برش لیزری کردهاند. پارچههای مختلف را میتوان با توجه به روشهای مختلف برش سفارشیسازی کرد. برش سرد نه تنها از ابزارهای سنگزنی فولادی و پرس برای پرس پارچههای اسباببازی استفاده میکند، بلکه برای برش چند لایه پارچههای نازکتر با راندمان بالا نیز مناسب است. برش حرارتی یک قالب صفحهای است که از تخته گچی و فیوز داغ ساخته شده است. پس از روشن شدن، پارچه اسباببازی برش داده شده دمیده میشود. این روش برش حرارتی برای پارچههایی با انواع الیاف شیمیایی ضخیم مناسبتر است و برش چند لایه مجاز نیست. هنگام برش، باید به جهت مو، تفاوت رنگ و تعداد قطعات پارچه اسباببازی توجه کنیم. برش باید طرح علمی باشد که میتواند مقدار زیادی پارچه را ذخیره کند و از ضایعات غیرضروری جلوگیری کند.
۲. خیاطی
این بخش از دوخت، اتصال قطعات برش اسباببازی به یکدیگر برای تشکیل شکل اولیه اسباببازی است تا پر کردن و پرداخت نهایی و در نهایت تکمیل محصول را تسهیل کند. همه در خط تولید میدانند که در فرآیند دوخت، تنظیم اندازه دوخت و نقاط علامتگذاری بسیار مهم است. اندازه دوخت اکثر اسباببازیها ۵ میلیمتر است و برخی از اسباببازیهای کوچک میتوانند از درزهای ۳ میلیمتری استفاده کنند. اگر اندازه دوخت متفاوت باشد، ظاهر میشود. تغییر شکل یا عدم تقارن، مانند اینکه اندازه پای چپ با پای راست متفاوت است؛ اگر دوخت نقاط علامتگذاری شده همتراز نباشد، ظاهر میشود، مانند اعوجاج اندام، شکل صورت و غیره. پارچههای اسباببازی مختلف باید با سوزنها و صفحات سوزن متفاوت استفاده شوند. پارچههای نازکتر اغلب از سوزنهای چرخ خیاطی ۱۲ و ۱۴ اینچی و صفحات سوزن روزنهدار استفاده میکنند. پارچههای ضخیم معمولاً از سوزنهای ۱۶ و ۱۸ اینچی استفاده میکنند و از صفحات چشمی بزرگ استفاده میکنند. همیشه به این نکته توجه داشته باشید که در هنگام دوخت، نباید پرشها ظاهر شوند. کد دوخت را برای قطعات اسباببازی با اندازههای مختلف تنظیم کنید و به یکپارچگی دوخت توجه کنید. در موقعیت شروع بخیه باید به پشت سوزن توجه شود و از باز شدن بخیه جلوگیری شود. در فرآیند دوخت اسباببازی، بازرسی کیفی تیم خیاطی، چیدمان منطقی خط مونتاژ و استفاده مؤثر از کارگران کمکی، کلیدهای بهبود کارایی و کیفیت دقیق هستند. روغنکاری، تمیز کردن و نگهداری منظم چرخ خیاطی را نباید نادیده گرفت.

۳. پس از اتمام
از نظر نوع فرآیند و تجهیزات، فرآیند تکمیل نسبتاً پیچیده است. پس از اتمام، مراحل مهرزنی، تراشکاری، پر کردن، درزگیری، پردازش سطح، شکلدهی، دمیدن، برش نخ، بازرسی سوزن، بستهبندی و غیره وجود دارد. این تجهیزات شامل کمپرسور هوا، دستگاه پانچ، دستگاه کاردینگ، دستگاه پرکن پنبه، آشکارساز سوزن، سشوار و غیره است. هنگام سوراخکاری به مدل و مشخصات سوراخکاری توجه کنید. سفتی و کشش سوراخکاری و بینی باید آزمایش شود. هنگام پر کردن، به پر بودن، تقارن و موقعیت قطعات پرکن توجه کنید و هر محصول را با ابزار توزین وزن کنید. برخی از درزهای اسباببازی در پشت قرار دارند. برای آببندی، به اندازه پینها و تقارن دو طرفه توجه کنید. هیچ اثری از سوزن و نخ در موقعیت پس از دوخت دیده نمیشود، به خصوص برای برخی از مواد نازک و پرز کوتاه، اتصالات نمیتوانند اتصالات خیلی بزرگی داشته باشند. جذابیت اسباببازیهای مخملی اغلب روی صورت متمرکز است، بنابراین درمان دستی و دقیق صورت بسیار مهم است، مانند تثبیت صورت، هرس کردن، گلدوزی دستی بینی و غیره. یک اسباببازی مخملی با کیفیت بالا نیاز به تکمیل شکل، جدا کردن نخ، اتصال مو، بررسی و بستهبندی سوزن دارد. بسیاری از کارگران پس از پردازش با سالها تجربه را میتوان صنعتگران اصلاح نامید و میتوانند برخی از مشکلات موجود در فرآیند قبلی را اصلاح کنند. بنابراین، کارگران قدیمی باتجربه، ثروت گرانبهای کارخانه هستند.

زمان ارسال: ۲۲ ژوئیه ۲۰۲۲